HVAC for Cleanrooms
HVAC Systems for Cleanrooms – Precision Air Control for Regulated Environments
HVAC systems for cleanrooms are the backbone of any controlled environment. They regulate temperature, humidity, air pressure, and particulate levels to ensure your facility meets the strictest cleanliness and compliance standards. At Venair Solutions, we design, supply, and install high-performance cleanroom HVAC systems for pharmaceutical, biotechnology, healthcare, and laboratory facilities across Bangalore and India.
Unlike standard HVAC systems, cleanroom HVAC systems require precision engineering — from air change rates and pressure differentials to HEPA filtration and contamination control. Our solutions are fully customised to your facility's ISO classification, regulatory requirements, and operational needs. Cleanroom HVAC systems are designed around your required ISO classification — from ISO Class 8 requiring 20 air changes per hour up to ISO Class 5 demanding over 240 — with each system precisely engineered to maintain those parameters consistently under operational conditions.
As one of Bangalore's most trusted cleanroom HVAC suppliers, we deliver end-to-end solutions — from system design and equipment supply to installation, commissioning, and validation. Whether you are setting up a new pharmaceutical manufacturing facility or upgrading an existing lab, our HVAC systems are built to deliver consistent, reliable performance.
Our cleanroom HVAC systems include:
- Air Handling Units (AHU) for centralised air management
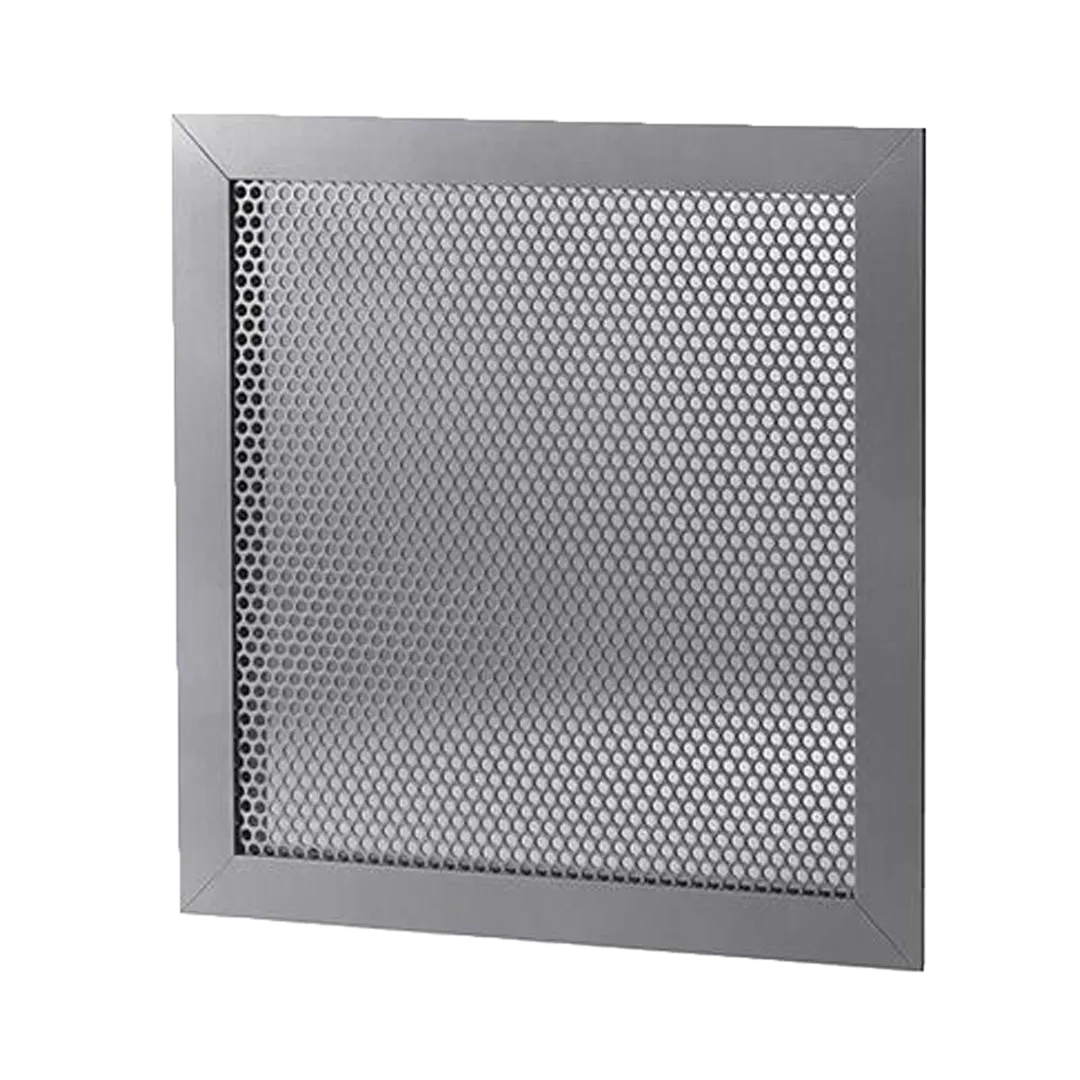
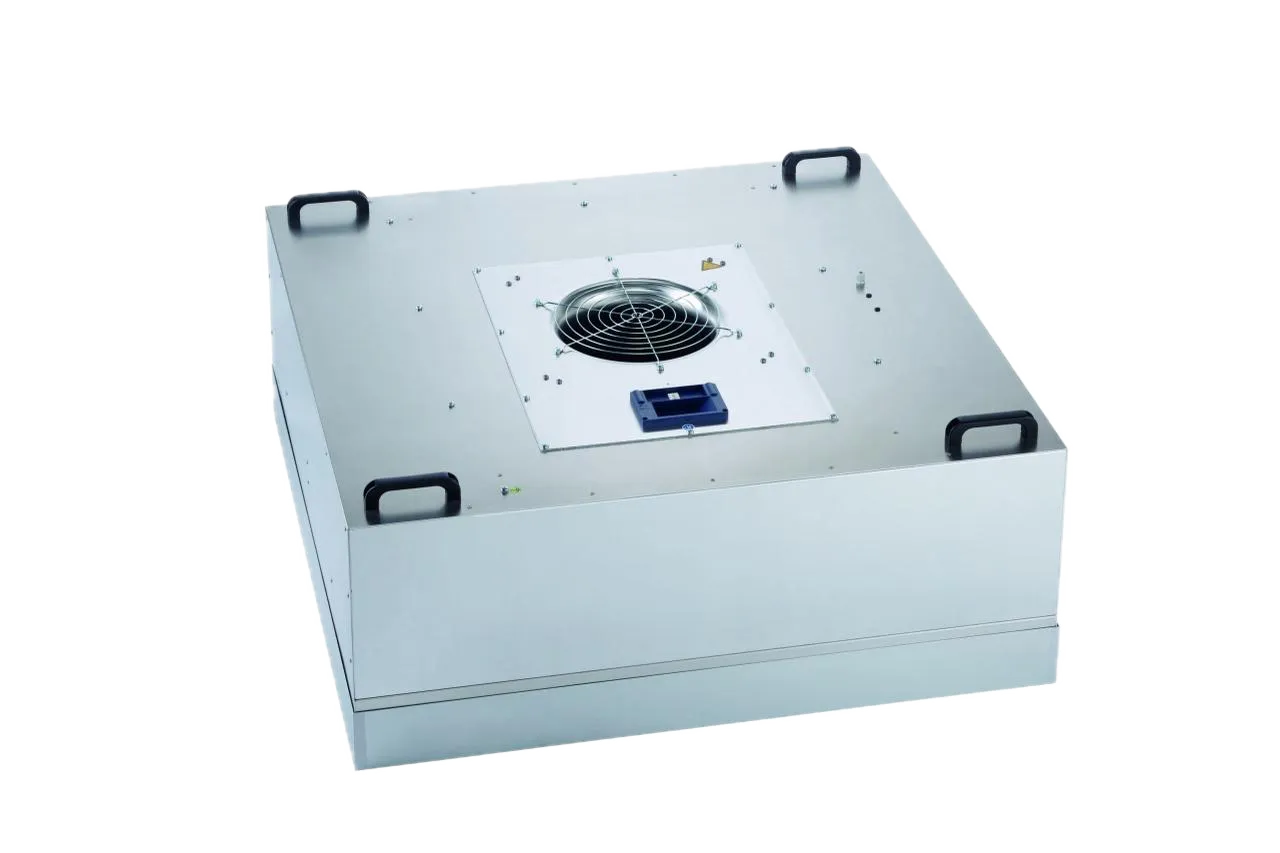
- Fan Filter Units (FFU) for localised HEPA filtration
- BIBO systems for safe filter changeouts
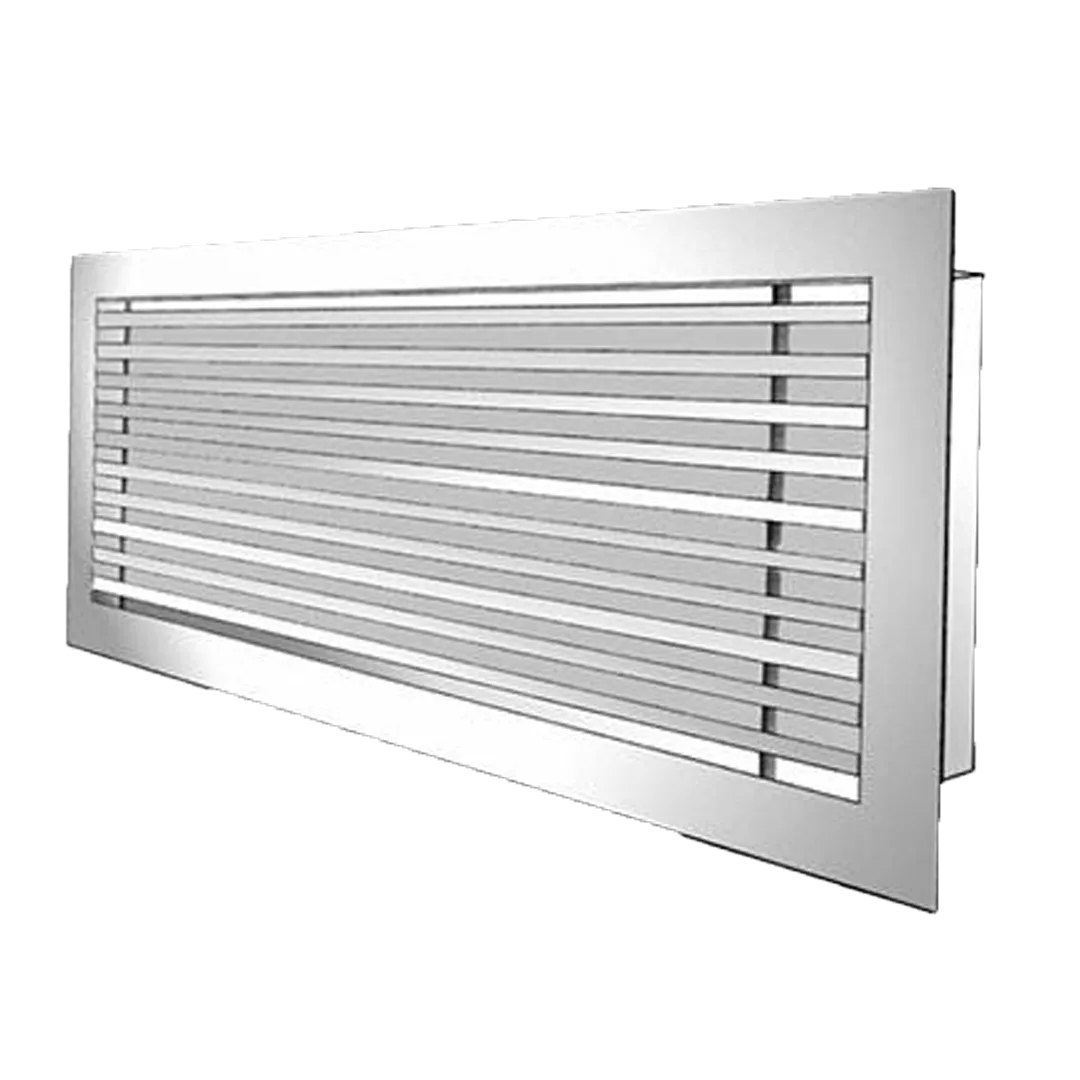
- SMACNA standard ducting for compliant airflow distribution
Looking for expert HVAC installation in Bangalore? Contact Venair Solutions for a free site consultation today.
.webp)