Wall & Ceiling Panel
Thickness:
- 30mm(used only for cladding)/50mm/80mm/100mm
Sheet Thickness
- 0.6mm/0.8mm/1mm/1.2mm
Colour
- PPGI- RAL9002
- PCGI- As per client requirement
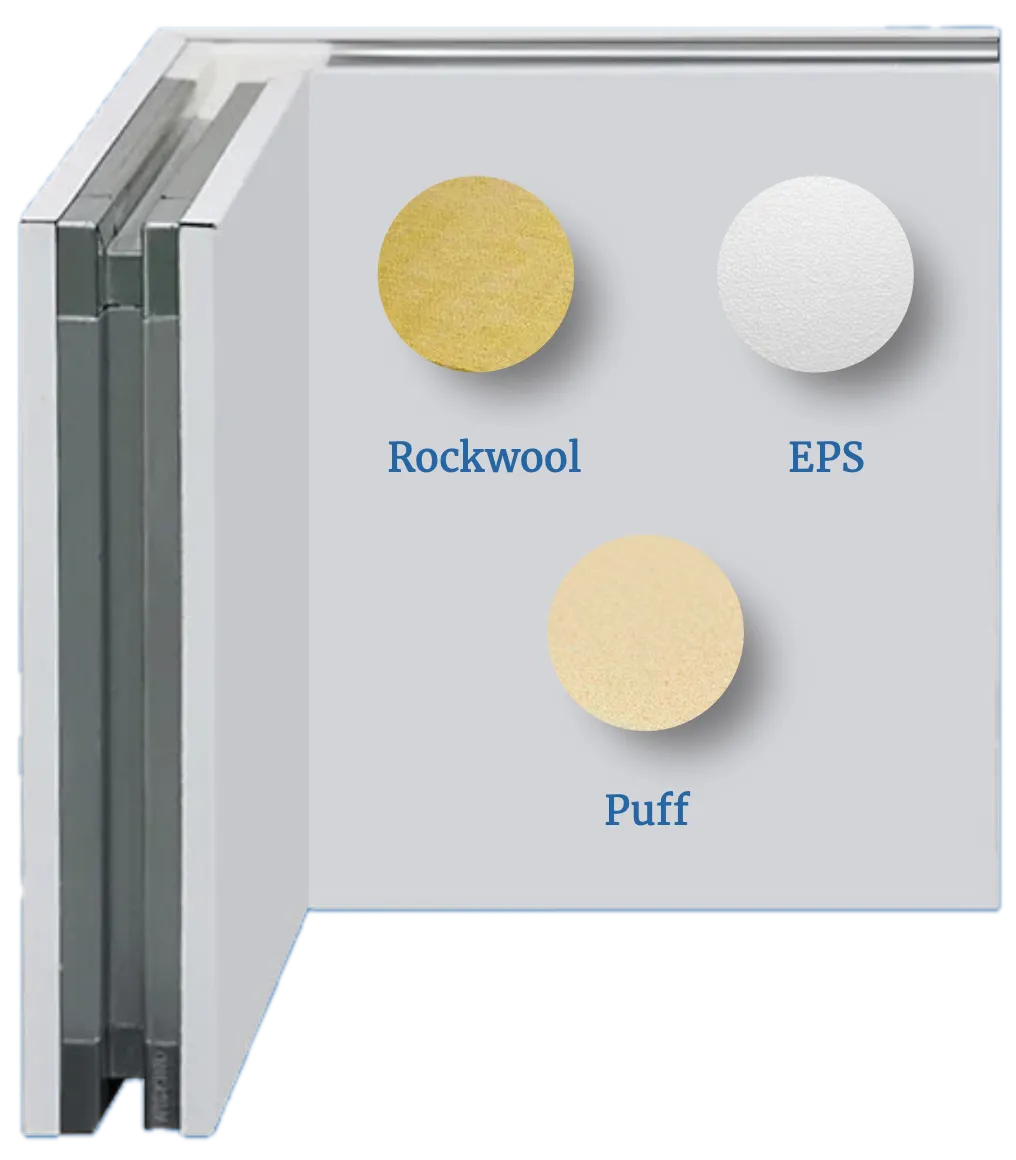
Infill Material:
- Puff (Density-42±2 kg/m3)
- Rockwool (Density-96±2 kg/m3)
- EPS (Density-14/18/24±2 kg/m3) (for non-cleanroom area)
Panel Accessories
Aluminium Wall Connector
Panel Joint H-connector for wall panel
Floor support U-connecter for wall panel
Suspension hanger for ceiling panel
Ceiling connectors for ceiling panel
Buckle and hangers for ceiling panel
Light cutouts for ceiling panel
Air terminal cutout for ceiling panel

Riser Panel
Thickness:
- 80mm/100mm
Sheet Thickness
- 1mm/1.2mm
Colour
- PPGI- RAL9002
- PCGI- As per client requirement
Infill Material:
- Puff (Density-42±2 kg/m3)
- Rockwool (Density-96±2 kg/m3)
Panel Accessories
Wall Junctions
Panel Joint H-connector
Floor support U-connecter
VCD for Riser Panel
Grill for riser panel
Covings and corner